Tube mill forming & sizing section consists of strip feeding unit, forming rolls, weld seam guiding unit, welding machine frame, weld seam squeezing unit, scarfing tool holder, sizing rolls, and cooling system.
By drawing the strip from accumulator, strip feeding unit guide the strip into the forming mill smoothly. Tube mill forming section is a continuous process, consisting of a number of driven and non-driven roll stands in which the strip is gradually shaped into the open-seam tube. The forming rolls offered by SRET are designed to precisely match the final tube dimensions. For overload protection, each horizontal roller is equipped with a overload protection pad under bearing. When overloaded, the pad is crushed to protect horizontal rollers and transmission devices. The product can be resumed after a new pad replaced.
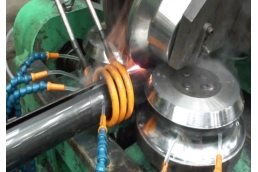
A welded tube after welding section, comes to sizing mill. The sizing section of most tube mill is normally the last section before existing to the flying cut off and finishing section. Sizing plays a very important part in the final end product, as it not only size or reshape the tube (pipe, square, rectangles, and etc.), but it also stress relieves it at the same time so that the properties are normalized into the body of the material. By SRET, the sizing section and tooling are properly designed and set up, which allows to evenly and equally finish/size/straighten the tube. The cooling system provides cooling waters to all the mill rollers, as well as to cool down the weld seam by water rinsing.
SRET engineering teams can successfully manage tough challenges to design forming & sizing mill featuring unusually wide product mixes, high speed and customized needs.
Model No. | Tube Size (mm) | Tube Thickness (mm) | Mill Speed (m/min) |
QX50 | Ø 13 – 50 □ 10 – 40 | 0.8 – 2.5 | 20 – 140 |
QX60 | Ø 16 – 63 □ 12 – 50 | 1.0 – 3.0 | 20 – 120 |
QX76 | Ø 32 – 76 □ 25 – 60 | 1.5 – 3.75 | 20 – 110 |
QX89 | Ø 25 – 89 □ 20 – 70 | 1.5 – 4.0 | 50 – 100 |
QX140 | Ø 40 – 140 □ 35 – 110 | 2.0 – 5.0 | 15 – 70 |
QX165 | Ø 76 – 165 □ 60 – 130 | 2.0 – 6.0 | 15 – 60 |
QX219 | Ø 89 – 219 □ 70 – 170 | 3.0 – 8.0 | 15 – 50 |
QX273 | Ø 114 – 273 □ 90 – 214 | 3.0 – 10.0 | 15 – 35 |
QX325 | Ø 140 – 325 □ 110 – 255 | 4.0 – 12.7 | 12 – 35 |
QX377 | Ø 219 – 377 □ 170 – 295 | 4.0 – 14.0 | 10 – 30 |
QX426 | Ø 219 – 426 □ 170 – 334 | 6.0 – 16.0 | 8 – 25 |
QX508 | Ø 273 – 508 □ 214 – 400 | 6.0 – 20.0 | 8 – 25 |
QX630 | Ø 273 – 630 □ 214 – 495 | 6.0 – 22.0 | 6 – 20 |
Direct Forming to Square & Rectangular
Model No. | Tube Size (mm) | Tube Thickness (mm) | Strip Width (mm) | Mill Speed (m/min) |
QXF120 | □ 60 – 120 ▭ 60×80 – 100×140 | 1.5 – 5.0 | 480 | 15 – 35 |
QXF150 | □ 70 – 150 ▭ 60×80 – 100×200 | 2.0 – 6.0 | 600 | 15 – 35 |
QXF200 | □ 80 – 120 ▭ 80×100 – 150×200 | 2.0 – 8.0 | 800 | 15 – 30 |
QXF250 | □ 100 – 250 ▭ 80×120 – 200×300 | 3.0 – 10.0 | 1,000 | 15 – 30 |
QXF300 | □ 120 – 300 ▭ 120×140 – 250×350 | 4.0 – 12.7 | 12,000 | 15 – 30 |
QXF400 | □ 180 – 400 ▭ 180×220 – 350×450 | 5.0 – 14.0 | 16,000 | 10 – 25 |
QXF500 | □ 250 – 500 ▭ 250×300 – 450×550 | 5.0 – 18.0 | 20,000 | 10 – 25 |
QXF600 | □ 300 – 600 ▭ 300×350 – 550×650 | 6.0 – 22.0 | 24,000 | 8 – 20 |